- A+
一、產品概述
本產品優選進口原材料,采用我司特殊專利工藝制作,涂料烘烤溫度低,親水性強,穩定性高、保光保色能力強,適配性優良。配合我司的水性、油性各色色漿,膜層平整、光滑,且防腐蝕能力強。
二、產品特點
1.高透明度及飽滿度,具有特別的光滑度,高光澤及透明性,涂裝后具有高度立體效果。
2.低溫烘烤,節省能源消耗
3.流平性好,漆膜感強,漆膜滑感好。
4.烘烤溫度低,耗能少。
5.耐變色及防腐性能佳,產品色澤持久艷麗。
6.電泳均一性好,漆膜均勻平坦,效率高,耗電量低。
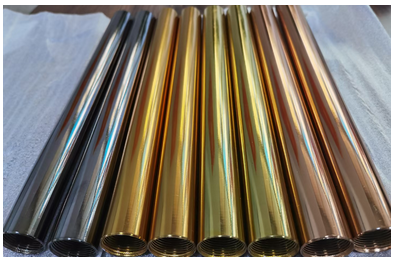
7.應用范圍廣,可用于鋁件、金屬電鍍件,貴金屬飾件,燈具,鐘表,眼鏡,火機飾品,鎖具及家具五金件的表面防護裝飾。
8.與各種色漿配套可電泳出各類顏色。
9.作為面漆比較合適,但是會影響再重涂,在漆膜表面印字會印不上。
三、性能指標及涂裝條件
1.原漆技術指標
|
項 ?目 |
技術指標 |
檢 測 方 法 |
|
外 觀 |
淡黃色或棕紅色透明粘稠體 |
目測 |
|
固體含量(%) |
58±2% |
GB/T 6751 |
|
PH 值 |
5.0±0.5 |
PH計 |
|
電導率(μs/cm) |
600±300 |
HG/T 3335 |
2.涂裝工藝參數
|
項 ???目 |
參 ???數 |
檢測方法 |
|
固體含量,% |
10~12 |
GB/T6751 |
|
pH值 (25℃) |
4.5~5.5 |
PH計 |
|
電導率,(25℃) ,μs/cm |
600±300 |
電導率儀 |
|
溶劑含量,% |
2~4 |
色譜儀 |
|
槽液溫度,℃ |
24~28 |
溫度計 |
|
烘烤條件,℃/min |
140~150/30 |
/ |
3.涂膜性能
|
項 目 |
技 術 指 標 |
檢測方法 |
|
外 觀 |
平整、光滑、無縮孔 |
目 測 |
|
膜厚(μm) |
10-20 |
膜厚儀 |
|
光澤(90)(%) |
≥90 |
GB/T 9754 |
|
沖擊強度(kg·cm) |
30 |
GB/T 1732 |
|
附著力,級(1mm×1mm,100/100) |
≤1 |
GB/T 9286 |
|
柔韌性(mm) |
≤1 |
GB/T 1731 |
|
鉛筆硬度 |
≥3H |
GB/T 6739 |
四、配槽及補加過程:
1透明無色漆配比:原漆與去離子水的重量比為1:5
1.一次性加入5倍去離子水進攪拌桶內,然后將電泳涂料倒入,攪拌2小時。
2.將攪拌好的漆液倒入電泳槽內,充分熟化后待用。
2彩色漆配比:
1.若是使用陰極電泳涂料專用水溶性色漿,則可將色漿直接用水稀釋后加入到前面透明無色漆配比所述的配好的電泳槽液中,循環充分后即可進行電泳。
2.若是使用油溶性色漿,則分兩步進行:
第一步:先將色漿加入到原漆中,用攪拌機充分攪拌均勻;
第二步:按漆:水=1:5的重量比計算好,慢慢加入水,邊加入邊手工或機械攪拌均勻,然后再用攪拌機攪拌1個小時就可以電泳了。
3補加過程:
1.取KLL-8006型電泳漆倒進備用攪拌桶內,
2.邊攪拌邊加3倍工作液,攪拌均勻。
3.攪拌30分鐘后,使其充分熟化,然后加入副槽循環。
4.試生產。
五、注意事項
1.投槽去離子水水質要求電導率<10μs/cm;
2.槽液液溫控制在24-28℃(冷熱循環控制);
3.待電泳工件進槽要清洗干凈,杜絕將酸堿帶入槽中;
4.電泳噴淋后工件進烘箱前,需瀝干,升溫過程不宜太快。
5.烘烤過程中,烘箱溫度達到預定溫度,需恒溫20-30分鐘。
6.電泳漆開桶后應在一周內使用完畢;