- A+
所屬分類:電泳技術
電泳涂膜作為防腐行業中的一個重要領域,對電泳流程的控制直接關系到涂膜的好壞。一個完成的電泳涂膜過程,是一個繁瑣而龐大的工程,對于初次接觸電泳行業或者即將使用電泳涂裝技術的人來說,了解電泳生產工藝的完整過程,熟悉每個過程的作用,選擇適合自己電泳線的工藝流程是非常必要的。下面我將以這些內容作為主線,分別予以闡述。
一.電泳生產線的通用流程:
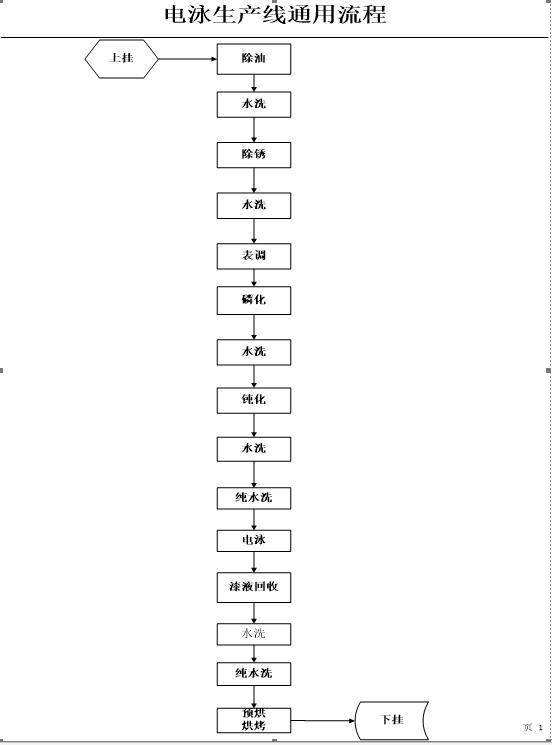
通過以上流程我們可以清晰的看出,電泳的流程是十分的復雜,但是面對這樣一個復雜的流程,我們的重點管控對象在哪兒呢?對于一些小的生產線,上述流程圖中的有些步驟是沒有的,對于省去的流程是否會影響我們工件的性能呢?有的人還會問,我們同時生產鋁材件、不銹鋼件、鐵件所有的流程是一樣的嗎?········
二.各工序在電泳生產線上的作用和必要性
| 電泳涂裝生產線各工序 | |||
| 序號 | 步驟 | 目的/作用 | 必要程度 |
| 1 | 除油 | 若無:影響磷化膜和電泳涂膜的形成,膜層和工件的結合性能下降 | ★★ |
| 2 | 水洗 | 除去堿液,避免后續污染 | ★★ |
| 3 | 除銹 | 去除工件上的浮銹,提高防腐性能 | ★★ |
| 4 | 水洗 | 除去酸液,避免后續污染 | ★★ |
| 5
|
表調
|
表調(活化)就是采用磷化表面調整劑使需要磷化的金屬表面改變微觀狀態,促使磷化過程中形成結晶細小、均勻、致密的磷化膜。 作用:能促使磷化膜細化和致密,提高成膜性,縮短磷化時間降低膜厚,同時也能消除金屬表面狀態的差異對磷化質量的影響 |
★ |
| 6
|
磷化
|
磷化處理是金屬表面與含有磷酸二氫鹽的酸性溶液接觸,發生化學反應而在金屬表面生產穩定的不溶性的無機化合物膜層的一種表面化學處理方法。 作用:1.大幅度提高金屬表面涂層耐腐蝕性能 2.提供清潔、均勻、無油脂的表面 3.增加涂層對基材的附著力 |
★★ |
| 7 | 水洗 | 防污染,去除表面磷化渣,將工件表面的酸性變成中性 | ★★ |
| 8 | 鈍化處理
|
鈍化處理(封閉處理)是指對磷化膜采用酸性水溶液補充處理,可進一步提高磷化膜的耐腐蝕性。 通過酸性溶液處理,可以去掉磷化膜表層疏松結構及包含在其中的各種水溶性殘留物,降低磷化膜在電泳時的溶解量,以提高涂層耐腐蝕性。 |
★ |
| 9 | 水洗 | 去除鈍化液,防污染 | ★ |
| 10 | 純水洗 | 防止雜質離子進入電泳槽,污染槽液 | ★★★ |
| 11 | 電泳 | 主過程,電泳涂膜 | ★★★ |
| 12 | 漆液回收 | 提高漆液的利用率 | ★ |
| 13 | 水洗 | 去除浮漆 | ★★ |
| 14 | 純水洗 | 減少水漬的形成 | ★★★ |
| 15 | 預烘 | 使濕膜過多的溶劑和水分散發出去,減少烘干后的涂層出現氣泡、針孔等現象 | ★★★ |
| 16
|
烘烤
|
烘干固化 溫度過高:漆膜流平不良,產生桔皮、針孔等缺陷 過低:未烘干固化,影響涂層附著力、硬度及耐腐蝕性能 |
★★★
|
注:1.以上★★★代表所有的陰極電泳生產線必須有的工藝步驟;★★代表部分工件可以不要的步驟,例如鋁材通常不使用堿洗除油和酸洗除銹;★代表部分對工件性能要求不高的產品,或者因生產限制可不采用的工序。以上評定是以電泳行業現行使用多寡現狀作為統計依據
2.當然每種工件的特性不一樣,客戶對產品特性的要求不一樣,以及生產空間的限制,都會導致現實中的生產可能存在少許的差別。
3.水洗過程通常采用多道水洗的方式來保證清洗的效果。